 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkty










Linie spawania wiązką H
Linie do spawania wiązką VHA H to wysokowydajne linie do produkcji wiązek H w połączeniu z różnymi urządzeniami i narzędziami produkowanymi przez JINFENG WELDCUT, który jest profesjonalnym chińskim producentem i dostawcą linii do spawania wiązką H w przystępnej cenie. Linie do spawania wiązką H zapewniają większe bezpieczeństwo i wysoką wydajność produkcji belek H lub T.
Wyślij zapytanie
Pobierz plik PDF
Opis produktu
Linie spawalnicze wiązką H
VHALinie spawalnicze wiązką Hto wysokowydajne linie produkcyjne belek H w połączeniu z różnymi urządzeniami i narzędziami produkowanymi przez JINFENG WELDCUT, który jest profesjonalnym chińskim producentem i dostawcąLinie spawalnicze wiązką Hz przystępną ceną. TheLinie spawalnicze wiązką Hzapewniają większe bezpieczeństwo i wysoką wydajność produkcji belek H lub belek T.
JINFENG WELDCUT zapewni 2 lata gwarancji naLinie spawalnicze wiązką H. Główne elementy elektryczne produkcji belek H są wybierane od światowej sławy marki, która zapewni użytkownikom wygodniejsze znajdowanie części na miejscu, bez konieczności podróżowania z dużej odległości z Chin. UKFLinie spawalnicze wiązką Hto najbardziej zaawansowane i wysoce zautomatyzowane linie produkcyjne w celu zwiększenia produktywności dla użytkowników końcowych z różnych branż.
Specyfikacje
|
Model |
VHF1500 |
VHF2000 |
VHF3200 |
|
Wysokość środnika belki dwuteowej |
200-1500mm |
200-2000 mm |
450-3200mm |
|
Grubość sieci |
6-32mm |
6-40mm |
6-60mm |
|
Szerokość kołnierza belki dwuteowej |
200-800mm |
200-800mm |
200-1200mm |
|
Grubość kołnierza |
6-40mm |
8-60mm |
8-80mm |
|
Długość wiązki H |
4000-15000 mm |
6000-18000 mm |
|
|
Rodzaje spawania |
Sczepianie metodą CO2/MAG |
||
|
Pełne spawanie metodą SAW (spawanie łukiem krytym) |
|||
|
Pozycja zmontowana belki H |
pionowy |
||
|
Maszyna do montażu belek dwuteowych |
1 zestaw |
||
|
Wspornikowa spawarka łukiem krytym |
4 zestawy |
||
|
Maszyna do prostowania kołnierza belki H |
1 zestaw |
1 zestaw, typ hydrauliczny |
|
|
Stoły rolkowe |
~90 metrów |
~101 metrów + ~10 metrów |
|
|
Obrót wiązki o 180° |
3 zestawy (6 sztuk) |
3 zestawy (6 sztuk) |
|
|
Wóz stalowy |
2 zestawy (4 sztuki) |
2 zestawy (4 sztuki) |
|
|
Wsparcie gromadzenia danych dla MES |
|||
Funkcja i zastosowanie
1. VHALinie spawalnicze wiązką Hto linie produkcyjne o wysokim stopniu automatyzacji do produkcji spawanej belki dwuteowej i dwuteowej z mniejszymi pracownikami i mniejszymi dźwigami.
2. Linia może być w pełni zintegrowana z systemem MES i zakończyć komunikację w czasie rzeczywistym między górnym komputerem a systemem sterowania, zakończyć gromadzenie danych sprzętu, przesłać wszystkie zebrane dane do fabrycznego systemu MES (lub górnego scentralizowanego systemu sterowania) oraz zapewnić terminowość i skuteczność transmisji informacji.
3. Konstrukcja i zabezpieczenia muszą spełniać wymagania odpowiednich norm krajowych i ochrony środowiska; urządzenia zabezpieczające i ochronne muszą spełniać odpowiednie normy przemysłowe;
4.ToLinie spawalnicze wiązką Hsą szeroko stosowane w przemyśle stoczniowym, stoczniowym i stalowym oraz konstrukcjach stalowych, offshore, onshore, do spawania dwuteowników dla stoczni i przemysłu stoczniowego, dwuteowników do konstrukcji stalowych i konstrukcji stalowych, mostów itp.
5. Elastyczna konstrukcja urządzeń spawalniczych pozwala na obsługę dowolnych marek źródeł prądu spawania.
6. Dostępne są certyfikaty CE, ECA.
7. Ta linia zapewnia produkcję od lekkiej belki do bardzo ciężkiej belki o dużej grubości bez zmiany jakichkolwiek narzędzi lub sprzętu.
8. Od montażu do prostowania cała obróbka nie wymaga żadnych dźwigów, co znacznie zmniejsza ryzyko użycia dźwigów.


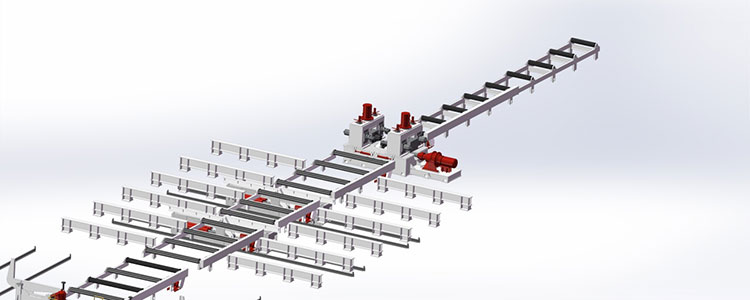
Widok struktury

Lista zastosowanych modułów wyposażeniaLinie spawalnicze wiązką H
1-Strefa montażowa obejmuje:
Jedno pionowe maszyny do montażu belek H - do zgrzewania punktowego CO2/MAG do środnika montażowego i kołnierzy w kształcie litery I.
Jeden zestaw płetw belki do obrócenia belki H z pozycji „I” do pozycji „H” w celu bezpiecznego transportu na stole rolkowym linii.


2-Obszar spawania
W obszarze spawalniczym nr 1 obejmuje:
Dwa zestawy zgrzewarek wspornikowych typu H. Jedna spawarka wyposażona w 1 głowicę do spawania łukiem krytym (obsługuje technologię spawania łukiem pojedynczym lub łukiem tandemowym).
Dwa zestawy przechylaczy belki, aby wiązka H znajdowała się pod kątem 45 stopni, aby zapewnić dobrą pozycję spawania.
Jeden zestaw wózków stalowych (składa się z 2 jednostek wózków stalowych) do przeniesienia belki do 2. wspornikowej spawarki SAW po zakończeniu spawania 1. szwu spawalniczego.


Pomiędzy obszarem spawania nr 1 a obszarem nr 2 znajduje się jeden zestaw odpychaczy belki do obracania belki, która została zespawana z 2 szwami spawalniczymi o 180 stopni, aby pozostałe 2 szwy spawalnicze wymagały spawania do góry.


W obszarze spawania nr 2 obejmuje to samo, co obszar spawania nr 1.


3-Strefa prostowania obejmuje:
Jeden zestaw płetw belki do obrócenia belki H z pozycji „H” do pozycji „I” w celu wyprostowania kołnierza belki przez prostownicę.
Jednoprostownice pasów belki dwuteowej - do prostowania pasów belki dwuteowej. Jedna belka H ma 2 kołnierze. Oba kołnierze wymagają wyprostowania. Ale maszyna może jeden raz wyprostować się na jednym kołnierzu. Więc po zakończeniu prostowania 1 kołnierza, płetwa belki obróci belkę o 180 stopni, aby utworzyć kołnierz, który wymaga wyprostowania na dolnej stronie.


Jak wyprodukować spawaną belkę H / belkę I z blachy stalowej?
Poniżej znajduje się schemat blokowy produkcji dla produkcji od płyt do belki dwuteowej i kontroli końcowej.
Schemat blokowy produkcji

Gorące Tagi: Linie spawalnicze z wiązką H, Chiny, producenci, dostawcy, hurtownia, fabryka, dostosowane, wyprodukowane w Chinach, cena, jakość, ECA
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności